Щ…ЩҮШұЩҮ ШҙШҙ ЪҜЩҲШҙ ШіШ§ШІЩҮ Ъ©ЩҮ ШЁЩҮ Щ…ЩҮШұЩҮ HV ЩҶЫҢШІ ШҙЩҶШ§Ш®ШӘЩҮ Щ…ЫҢ ШҙЩҲШҜ ШҜШұ Ш§ШӘШөШ§Щ„ ЩҫЫҢЪҶ ЩҮШ§ЫҢ ШҙШҙ ЪҜЩҲШҙ ШіШ§ШІЩҮ Щ…ЩҲШұШҜ Ш§ШіШӘЩҒШ§ШҜЩҮ ЩӮШұШ§Шұ ЪҜШұЩҒШӘЩҮ ЩҲ Ш·ШЁЩӮ Ш§ШіШӘШ§ЩҶШҜШ§ШұШҜ DIN6915 ШӘЩҲЩ„ЫҢШҜ Щ…ЫҢ ШҙЩҲШҜ. Щ…ЩҮШұЩҮ ШҙШҙ ЪҜЩҲШҙ ШіШ§ШІЩҮ ШҜШұ Щ…ЩӮШ§ЫҢШіЩҮ ШЁШ§ Щ…ЩҮШұЩҮ ЩҮШ§ЫҢ ШҙШҙ ЪҜЩҲШҙ ШіШ§ШҜЩҮ Ъ©ЩҮ Ш·ШЁЩӮ Ш§ШіШӘШ§ЩҶШҜШ§ШұШҜ DIN934 ШӘЩҲЩ„ЫҢШҜ Щ…ЫҢ ШҙЩҲЩҶШҜ ШҜШ§ШұШ§ЫҢ Ш§ШұШӘЩҒШ§Ш№ ЩҲ ЪҜЩҲШҙШӘ ШЁЫҢШҙШӘШұЫҢ ШЁЩҲШҜЩҮ ШЁЪҜЩҲЩҶЩҮ Ш§ЫҢ Ъ©ЩҮ ШҜШұ ШіШ§ЫҢШІ ЩҲ ЩӮШ·Шұ ЩҫЫҢЪҶ ШЁШұШ§ШЁШұ ЩҶЫҢШ§ШІ ШЁЩҮ ШўЪҶШ§Шұ ЩҮШ§ЫҢ ШЁШІШұЪҜШӘШұЫҢ ЩҶШіШЁШӘ ШЁЩҮ ЩҶЩ…ЩҲЩҶЩҮ ШіШ§ШҜЩҮ Щ…ЫҢ ШЁШ§ШҙШҜ. Ш§ЫҢЩҶ ШӯШ¬Щ… ШЁШІШұЪҜШӘШұ Щ…ЩҮШұЩҮ ШіШ§ШІЩҮ HV ШіШЁШЁ Щ…ЫҢ ШҙЩҲШҜ ШҜШұ ШіШ§ЫҢШІ ШЁШұШ§ШЁШұ ЩҲШІЩҶ ЩҲ ЩӮЫҢЩ…ШӘ ШЁШ§Щ„Ш§ШӘШұЫҢ ЩҶШіШЁШӘ ШЁЩҮ Щ…ЩҮШұЩҮ ШҙШҙ ЪҜЩҲШі ШіШ§ШҜЩҮ ШҜШ§ШҙШӘЩҮ ЩҲ Щ…ЩӮШ§ЩҲЩ…ШӘ ШЁШ§Щ„Ш§ШӘШұЫҢ ШұШ§ ЩҶЫҢШІ ШҜШұ ШЁШұШ§ШЁШұ Ш§ЩҶЩҲШ§Ш№ ШӘЩҶШҙ ЩҮШ§ЫҢ Ъ©ШҙШҙЫҢШҢ ЩҫЫҢЪҶШҙЫҢ ЩҲ ШЁШұШҙЫҢ ЩҫШҜЫҢШҜ ШўЩҲШұШҜ.
Щ…ЩҮШұЩҮ HV ШіШ§ШІЩҮ ШЁШөЩҲШұШӘ ШҙШҙ ЪҜЩҲШҙ ЩҲ Ш§ШІ ШўЩ„ЫҢШ§Ъҳ ЩҮШ§ЫҢ ЩҒЩҲЩ„Ш§ШҜЫҢ ШҜШұ Ъ©Щ„Ш§Ші 10 ШӘЩҲЩ„ЫҢШҜ ШҙШҜЩҮ ЩҲ ШЁШұ ШұЩҲЫҢ ЩҫЫҢЪҶ ШіШ§ШІЩҮ 10HV ШЁШіШӘЩҮ Щ…ЫҢ ШҙЩҲШҜ Ъ©ЩҮ ШҜШ§ШұШ§ЫҢ Ъ©Щ„Ш§Ші 10.9 Щ…ЫҢ ШЁШ§ШҙШҜ. ШӘЩҶШіШ§ЫҢЩ„ Щ…ЩӮШ§ЩҲЩ…ШӘ Ъ©ШҙШҙЫҢ Щ…ЩҮШұЩҮ 10HV ШЁШұШ§ШЁШұ ШЁШ§ 1040 ЩҶЫҢЩҲШӘЩҶ ШЁШұ Щ…ЫҢЩ„ЫҢЩ…ШӘШұ Щ…ШұШЁШ№ ШЁЩҲШҜЩҮ ЩҲ ШЁШ§ ШҜЩҶШҜЩҮ ЩҮШ§ЫҢ ШҜШұШҙШӘ Coarse thread ШӘЩҲЩ„ЫҢШҜ Щ…ЫҢ ЪҜШұШҜШҜ. ШҜШұ ШўЩ„ЫҢШ§Ъҳ ЩҮШ§ЫҢ ЩҒЩҲЩ„Ш§ШҜЫҢ Щ…ЩҮШұЩҮ HV ШіШ§ШІЩҮ Ш§ШІ ШҜШұШөШҜ ШЁШ§Щ„Ш§ЫҢЫҢ Ш№ЩҶШөШұ ЩҶШ§ ЩҒЩ„ШІЫҢ Ъ©ШұШЁЩҶ ШҜШұ ШӘШұЪ©ЫҢШЁ ШЁШ§ ШўЩҮЩҶ Ш§ШіШӘЩҒШ§ШҜЩҮ ШҙШҜЩҮ Ш§ШіШӘ Ъ©ЩҮ ЩҫШі Ш§ШІ ШӘЩҲЩ„ЫҢШҜ Ш·ЫҢ Ш№Щ…Щ„ЫҢШ§ШӘ ШіШ®ШӘ Ъ©Ш§ШұЫҢ ШӯШұШ§ШұШӘЫҢ ШЁЩҮ Щ…ЩҶШёЩҲШұ Ш§ЩҒШІШ§ЫҢШҙ ШҜЩҲ Щ…ШҙШ®ШөЩҮ Щ…Ъ©Ш§ЩҶЫҢЪ©ЫҢ ШӘЩҶШіШ§ЫҢЩ„ ЩҲ ШіШ®ШӘЫҢ ШіШ·ШӯЫҢ (ШіШ®ШӘЫҢ ШіШ§ЫҢШҙЫҢ) ШҜШұ ЩҒШұШ§ЫҢЩҶШҜ ШӘЩҲЩ„ЫҢШҜ Ш§ЫҢЩҶ Щ…ЩҮШұЩҮ ШөЩҶШ№ШӘЫҢ Ш§ЩҶШ¬Ш§Щ… Щ…ЫҢ ЪҜЫҢШұШҜ.

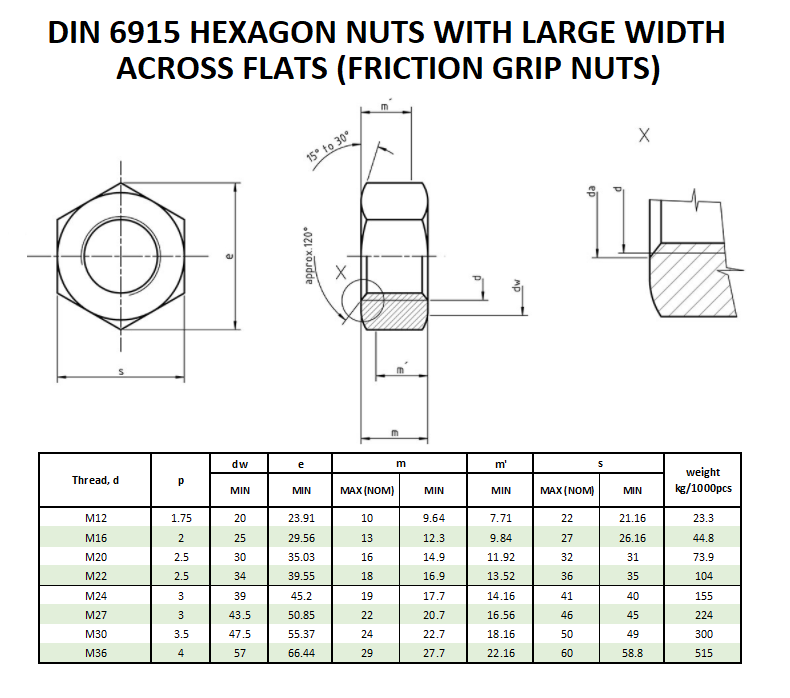
Ш§ШіШӘШ§ЩҶШҜШ§ШұШҜ DIN ШҜШұ ШӘЩҲЩ„ЫҢШҜ ЩҫЫҢЪҶ ЩҲ Щ…ЩҮШұЩҮ ЫҢЪ© Ш§ШіШӘШ§ЩҶШҜШ§ШұШҜ Щ…ШӘШұЫҢЪ© ШЁШ§ Ш§ШЁШ№Ш§ШҜ Щ…ЫҢЩ„ЫҢЩ…ШӘШұЫҢ Щ…ЫҢ ШЁШ§ШҙШҜ Ъ©ЩҮ ШҜШұ ШҜШіШӘЪҜШ§ЩҮ Ш§ШіШӘШ§ЩҶШҜШ§ШұШҜ SI Щ…Ш№ШұЩҒЫҢ ШҙШҜЩҮ Ш§ШіШӘ. Ш§ЫҢЩҶ Ш§ШіШӘШ§ЩҶШҜШ§ШұШҜ ШўЩ„Щ…Ш§ЩҶЫҢ ШЁЩҮ ШӘШЁЫҢЫҢЩҶ Ш§ШЁШ№Ш§ШҜ ШЁШ®Шҙ ЩҮШ§ЫҢ Щ…Ш®ШӘЩ„ЩҒ Щ…ЩҮШұЩҮ ШіШ§ШІЩҮ HV ШҙШ§Щ…Щ„ Ш§ШұШӘЩҒШ§Ш№ШҢ ЩӮШ·Шұ ЩҲ Ш§ШЁШ№Ш§ШҜ ШЁЫҢШұЩҲЩҶЫҢ ШўЩҶ Щ…ЫҢ ЩҫШұШҜШ§ШІШҜ ЩҲ ШҜШұ Ш§ЫҢЩҶ Щ…ЩҲШұШҜ Ш®Ш§Шө ШЁШұШ§ЫҢ ШӘЩҲЩ„ЫҢШҜ Щ…ЩҮШұЩҮ ЩҮШ§ЫҢ Ъ©Щ„Ш§Ші 10 ЩҒЩҲЩ„Ш§ШҜ Щ…Ш№ШұЩҒЫҢ Щ…ЫҢ ШҙЩҲШҜ. ШҜШұ ШІЫҢШұ Ш¬ШҜЩҲЩ„ Ш§ШіШӘШ§ЩҶШҜШ§ШұШҜ DIN6915 ШҜШұ ШӘЩҲЩ„ЫҢШҜ Щ…ЩҮШұЩҮ ШіШ§ШІЩҮ HV ШЁШұШ§ЫҢ Ш§ШӘШөШ§Щ„ ШЁШұ ШұЩҲЫҢ ЩҫЫҢЪҶ ЩҮШ§ЫҢ ШіШ§ШІЩҮ ШҜШұ ШіШ§ЫҢШІ M12 Ш§Щ„ЫҢ M36 Щ…Ш№ШұЩҒЫҢ ШҙШҜЩҮ Ш§ШіШӘ.
Ш§ШіШӘШ§ЩҶШҜШ§ШұШҜ DIN6915 ШҜШұ ШӘЩҲЩ„ЫҢШҜ Щ…ЩҮШұЩҮ 10HV ШҜШ§ШұШ§ЫҢ Ш¬ШІШҰЫҢШ§ШӘ ШЁЫҢШҙШӘШұЫҢ ЩҶШіШЁШӘ ШЁЩҮ Щ…ЩҮШұЩҮ ШҙШҙ ЪҜЩҲШҙ ШіШ§ШҜЩҮ DIN934 Щ…ЫҢ ШЁШ§ШҙШҜ Ъ©ЩҮ ШЁЩҮ ШіШЁШЁ ШӯШіШ§ШіЫҢШӘ ШЁШ§Щ„Ш§ШӘШұ Ъ©Ш§ШұШЁШұЫҢ ЩҲ ШӘЩҶШҙ ЩҮШ§ЫҢ ШіЩҶЪҜЫҢЩҶ ШӘШұЫҢ Ш§ШіШӘ Ъ©ЩҮ ШЁШұ ЩҫЫҢЪ©Шұ Ш§ЫҢЩҶ Щ…ЩҮШұЩҮ ЩҲШ§ШұШҜ Щ…ЫҢ ШҙЩҲШҜ. ШҜШұ Ш§ЫҢЩҶ Ш¬ШҜЩҲЩ„ ШЁШұШ§ЫҢ ШЁШұШ®ЫҢ Ш§ШІ ЩҫШ§ШұШ§Щ…ШӘШұ ЩҮШ§ ЫҢЪ© ШӘЩ„ШұШ§ЩҶШі Ш§ШЁШ№Ш§ШҜЫҢ ШӯШҜШ§ЩӮЩ„ ЩҲ ШӯШҜШ§Ъ©Ш«ШұЫҢ ЩҶЫҢШІ Щ…Ш№ШұЩҒЫҢ ШҙШҜЩҮ Ш§ШіШӘ.
ЪҜШұЫҢШҜ ЩҮШ§ЫҢ Щ…Ш®ШӘЩ„ЩҒ ЩҒЩҲЩ„Ш§ШҜ ШЁЪ©Ш§Шұ ШұЩҒШӘЩҮ ШҜШұ ШӘЩҲЩ„ЫҢШҜ ЩҫЫҢЪҶ ЩҲ Щ…ЩҮШұЩҮ ЩҮШ§ЫҢ ШөЩҶШ№ШӘЫҢ Ш§ШІ Ш¬Щ…Щ„ЩҮ ЪҜШұЫҢШҜ 10 ШЁЪ©Ш§Шұ ШұЩҒШӘЩҮ ШҜШұ ШӘЩҲЩ„ЫҢШҜ Щ…ЩҮШұЩҮ 10hv ШіШ§ШІЩҮ ШЁШ§ ЩҲШ¬ЩҲШҜ Щ…ЩӮШ§ЩҲЩ…ШӘ ЩҮШ§ЫҢ Щ…Ъ©Ш§ЩҶЫҢЪ©ЫҢ ШЁШіЫҢШ§Шұ ШЁШ§Щ„Ш§ Щ…ЩӮШ§ЩҲЩ…ШӘ ШҙЫҢЩ…ЫҢШ§ЫҢЫҢ Ш§ЩҶШҜЪ©ЫҢ ШҜШ§ШұЩҶШҜ. ШҜШұ ЩҲШ§ЩӮШ№ Ш§ШІ ШўЩҶШ¬Ш§ЫҢЫҢ Ъ©ЩҮ ШҜШұШөШҜ ШЁШ§Щ„Ш§ЫҢЫҢ Ш§ШІ ШӘШұЪ©ЫҢШЁШ§ШӘ ШўЩ„ЫҢШ§ЪҳЫҢ ЩҒЩҲЩ„Ш§ШҜ Ш§ШІ Ш№ЩҶШөШұ ЩҒЩ„ШІЫҢ ШўЩҮЩҶ ШӘШҙЪ©ЫҢЩ„ ШҙШҜЩҮ Ш§ШіШӘ Ъ©ЩҮ Щ…ЫҢЩ„ ШЁШ§Щ„Ш§ЫҢЫҢ ШҜШұ Ш§ШІ ШҜШіШӘ ШҜШ§ШҜЩҶ Ш§Щ„Ъ©ШӘШұЩҲЩҶ ЩҲ Ш§Ъ©ШіЫҢШҜ ШҙШҜЩҶ ШҜШ§ШұШҜШҢ Щ…ЩҮШұЩҮ 10HV ШіШ§ШІЩҮ ЩҒЩҲЩ„Ш§ШҜЫҢ ЩҶЫҢШІ ШЁШҜЩҲЩҶ ЩҫЩҲШҙШҙ ШіШ·ШӯЫҢ ШҜШұ ШӘЩ…Ш§Ші ШЁШ§ ШўШЁШҢ ШұШ·ЩҲШЁШӘШҢ ШЁШ§ШұШ§ЩҶ ЩҮШ§ЫҢ Ш§ШіЫҢШҜЫҢ ЩҲ Ъ©Щ„ЫҢЩҮ Ш§ШіЫҢШҜ ЩҮШ§ЫҢ ШұЩӮЫҢЩӮ ЩҲ ШәЩ„ЫҢШё ШҜЪҶШ§Шұ ШІЩҶЪҜ ШІШҜЪҜЫҢ Щ…ЫҢ ШҙЩҲШҜ.
Щ…ЩӮШ§ЩҲЩ… ШіШ§ШІЫҢ Щ…ЩҮШұЩҮ HV ШіШ§ШІЩҮ ШҜШұ ШЁШұШ§ШЁШұ Ш®ЩҲШұЩҶШҜЩҮ ЩҮШ§ ШЁШөЩҲШұШӘ ЩҫЩҲШҙШҙ ШіШ·ШӯЫҢ ШөЩҲШұШӘ Щ…ЫҢ ЩҫШ°ЫҢШұШҜ. Ш§ЫҢЩҶ ЩҫЩҲШҙШҙ ЫҢШ§ ШЁЩҮ ШөЩҲШұШӘ ШІШ§Ш¬ Ъ©Ш§ШұЫҢ Ъ©ЩҮ ШЁШ§ ШұЩҶЪҜ Щ…ШҙЪ©ЫҢ Щ…Ш§ШӘ ШЁШ§ Ш¶Ш®Ш§Щ…ШӘ ЩҶШіШЁШӘШ§ ШЁШ§Щ„Ш§ЫҢЫҢ ШЁШұ ШұЩҲЫҢ Щ…ЩҮШұЩҮ ШҜЫҢШҜЩҮ Щ…ЫҢ ШҙЩҲШҜ Ъ©ЩҮ ШЁЩҮ ШұЩҲШҙ ЩҒШіЩҒШ§ШӘЩҮ ШіШ·ШӯЫҢ ЩҫШҜЫҢШҜ Щ…ЫҢ ШўЫҢШҜ ЩҲ ЫҢШ§ ШЁЩҮ ШұЩҲШҙ ШўШЁЪ©Ш§ШұЫҢ ЪҜШ§Щ„ЩҲШ§ЩҶЫҢШІЩҮ ЩӮШ§ШЁЩ„ Ш§ЩҶШ¬Ш§Щ… Ш§ШіШӘ. ЪҜШ§Щ„ЩҲШ§ЩҶЫҢШІЩҮ ШіШ·ШӯЫҢ Щ…ЩҮШұЩҮ 10HV Ш§ШіШӘШ§ЩҶШҜШ§ШұШҜ DIN6915 ШЁЩҮ ШҜЩҲ ШұЩҲШҙ ШіШұШҜ ШЁШ§ Ш¶Ш®Ш§Щ…ШӘ Ъ©Щ…ШӘШұ ЩҲ ЪҜШұЩ… ШЁШ§ Ш¶Ш®Ш§Щ…ШӘ Щ„Ш§ЫҢЩҮ ШіШ·ШӯЫҢ ШІЫҢЩҶЪ© ШЁШ§Щ„Ш§ШӘШұ ШөЩҲШұШӘ Щ…ЫҢ ЩҫШ°ЫҢШұШҜ. Ш§Щ„ШЁШӘЩҮ ШҜШұ ШұЩҲШҙ ЩҮШ§ЫҢ Щ…ШҜШұЩҶ ШўШЁЪ©Ш§ШұЫҢ Ш§ШІ ШұЩҲШҙ ЩҮШ§ЫҢЫҢ Щ…Ш§ЩҶЩҶШҜ ШўШЁЪ©Ш§ШұЫҢ ШҜШ§Ъ©ШұЩҲЩ…Ш§ШӘ ЩҶЫҢШІ Ъ©ЩҮ ШЁШөЩҲШұШӘ Ш§Щ„Ъ©ШӘШұЩҲЩҫЩ„ЫҢШӘЫҢЩҶЪҜ ШөЩҲШұШӘ Щ…ЫҢ ЩҫШ°ЫҢШұШҜ ЩҶЫҢШІ ШҜШұ ШўШЁЪ©Ш§ШұЫҢ ШіШ·ШӯЫҢ Щ…ЩҮШұЩҮ 10HV ШіШ§ШІЩҮ Ш§ШіШӘЩҒШ§ШҜЩҮ Щ…ЫҢ ШҙЩҲШҜ.